
- · HDPE反粘防水卷材施工工艺
- · 山西忻州繁峙环氧修补砂浆——免费鉴定
- · 牡丹江SCM435H合金钢黑棒厂家
- · MPPE导电640Z哪家买 黄山
- · 50*100*5无缝矩形管 泰岳 双鸭山20#方管低合金
- · 350x300x12方管 黄南热镀锌方管 诸暨q355b方管
- · ZR-KX-GsVPVP2x1.02x1.5含税价
- · 2025建材中心云南昆明盘龙环氧修补砂浆厂家
- · 秦皇岛材质Q345C方管尖角方管50x50x5方管
- · 4厚sbs防水卷材密度
- · CuZn38Sn1新入库CuZn38Sn1淬火料CuZn38Sn1常年备货
- · 泰岳钢铁 甘孜Q355B无缝方管 200*400*14方矩管厂家现货
- · 征图钢业 250*200*12方管 焦作方管 库存多有现货
- · 2025**山西吕梁柳林防静电不发火砂浆
- · 汕头锌铝镁方管 征图钢业 150*150*10方管 定尺全尺寸标注
- · 四方区电梯 四方区别墅三层电梯多少钱一部报价 2024已更新今天
- · 晋中42CrMoAH合金钢圆棒产品咨询
- · 80x60 Q345C无缝方管厂家 三明小口径方矩管厂
- · 江苏南通海安不发火细石混凝土——生产厂家
- · 上海博虎实业K6薄板——K6机械性能
- · 济宁山东轧三建筑17.8钢绞线机械性能好15.2桥墩钢绞线
- · 250x250x16方管 玉林q355c矩形管 浙江方管厂
- · 岳阳9314合金钢黑棒供应商
- · 2025推荐——吉林长春宽城不发火细石混凝土
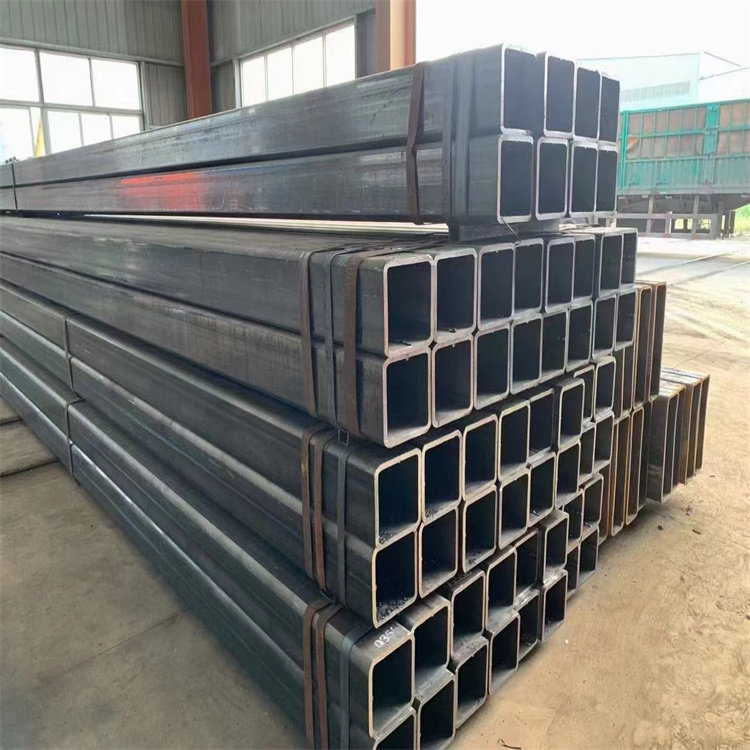
邢台材质Q345C方管无缝方管400x150x10方管
邢台材质Q345C方管无缝方管400x150x10方管钢坯加热的目的钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。、三段连续式加热炉所谓的三段即:预热段、加热段和均热段。预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约。(一般预加热到3~45℃)加热 它是加热炉的主要供热段,决定炉子的加热生产能力。
山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。



邢台 管柱状晶区对低、中、高Nb含量三种钢,分别从铸机底部及出隧道加热炉进热轧机前等板坯上取研究试样。对每一种钢在每一工艺位置5个试样,便可代表铸坯大部分位置的析出行为。试样数量从前面提到的铸坯表面位置准备的数量减少到5个,原因是先前的研究发现柱状晶区Nb的析出行为具有好的再现性结果。可以看出,在柱状晶区Nb的析出量比上面提到的铸坯边部少。高Nb钢中Nb的析出量,而在低Nb钢中相对析出量。对低和中等Nb含量钢,没有发现在隧道炉加热过程中出现Nb的大量析出或溶解,而高Nb钢出现一些析出。近年来发展较快的燃气吸收式热泵,是热泵的另一种驱动形式,它是以消耗热能加热吸收剂来完成这种使热量由低温热源传递给高温热源的非自发过程。气热泵的应用在工业发达 中,建筑物(包括住宅和商业楼)中约有8%的耗能量(约占总耗量的26.6%)用于采暖、空调与热水中。当有较合适的低位热源时,用燃气热泵替代能量利用系数不高的锅炉房供热和电器空调,是保护环境、缓解电力紧张的得力措施,这在世界上许多 已成为事实。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
10方管冷挤压凸模为圆锥形芯棒,以圆锥凸模小端压入圆柱形钢管内(坯料外表面不受凹模作用),则金属坯料在受到作用于内孔表面上的正压力时,金属坯料逐渐向外膨胀形成圆锥形管,同时在切向压力作用下,金属坯料沿轴向长度被缩短。根据金属变形的机理,先采用挤压凹模使圆柱无缝钢管坯料逐渐收口,再用圆锥凸模使圆柱无缝钢管逐渐扩口,形成整个圆锥形管件,冷挤压工艺方案见图2。冷挤压成形工艺过程分为四个阶段:阶段是将圆柱无缝钢管坯料压入凹模1;第二阶段将凹模2与凹模1组合起来,压力机将坯料逐渐压入凹模1与凹模2,此时坯料的一半长度受压而缩小成锥形;第三阶段将凸模1先压入坯料内孔与孔口平;第四阶段,将凸模2和凸模1组合起来,压力机继续将凸模1与凸模2向下压入坯料孔内,则坯料的上半部分被胀形成为锥管。